



網(wǎng)站首頁 >> 技術(shù)文檔 >> 磁粉探傷機(jī)中各種磁化方法的特點(diǎn)的簡單敘述
磁粉探傷機(jī)中各種磁化方法的特點(diǎn)的簡單敘述
在磁粉探傷中用到的各種磁化方法,,如軸向通電法,、中心導(dǎo)體法,、偏置芯棒法,、觸頭法、感應(yīng)電流法,、環(huán)形件繞線電纜法,、線圈法、磁軛法,、永久磁軛法,、交叉磁軛法、直流電磁額與交流通電法復(fù)合磁化法,、平行電纜磁化法等,,其本質(zhì)都是裂痕、雜質(zhì)等缺陷處破壞被測部件或區(qū)域的正常磁力線的分布,,從而出現(xiàn)缺陷處磁粉的堆積現(xiàn)象,。各種磁化方法是依據(jù)被檢缺陷的所處位置及方向,被檢工件或區(qū)域的材料性質(zhì)、厚度,、大小,、外形、工藝要求,,檢測方法的操作頻率及容易度等細(xì)分的,。
下面具體分析各種磁化方法的特點(diǎn)。
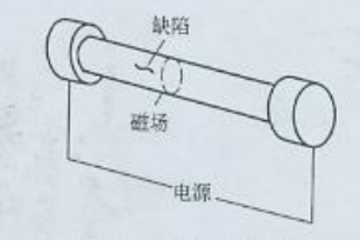
指磁化電極固定軸類部件兩端,,使磁化電流沿軸類件軸向通過的方法,,用于發(fā)現(xiàn)與電流平行的縱向缺陷。
其優(yōu)點(diǎn)是:
①操作簡單,、方便,、效率高、靈敏度高,;
②磁化電流產(chǎn)生周向磁場基本集中在工件的表面及近表面,;
③磁化電流取值與長度無關(guān)。
④磁化規(guī)范易計算,。
⑤工件端頭無磁極,,不產(chǎn)生退磁場。
⑥可用大電流在短時間內(nèi)大面積磁化,。
其缺點(diǎn)是:
①磁化電流與工件接觸不良會產(chǎn)生電擊傷,。
②不能檢測半空心工件。
③磁化細(xì)長工件易變形,。
適用于檢測機(jī)加工件,、軸類、管子,、鑄鋼件和鍛鋼件及特種設(shè)備實(shí)心和空心工件的焊縫,。
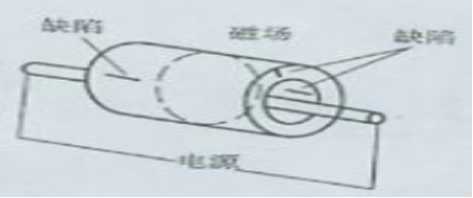
指磁化導(dǎo)線位于空心軸類部件中軸線的磁化方法,用于發(fā)現(xiàn)與電流平行的縱向缺陷及與以磁化導(dǎo)線為圓心的徑向缺陷,。
其優(yōu)點(diǎn)是:
①工件無電擊傷出現(xiàn),。
②可檢測空心工件各個面。
③可一次磁化多個工件,。
④一次通電,,工件全長都能得到周向磁化 。
⑤操作簡單,、效率高,、靈敏度高。
其缺點(diǎn)是:
①檢測厚壁工件外表面缺陷的靈敏度偏低,。
②僅適用于通孔類工件的檢驗(yàn),。
適用于檢測機(jī)加工件,、管子、鑄鋼件和鍛鋼件及特種設(shè)備工件等空心工件的焊縫,。
指磁化導(dǎo)線貫穿空心軸類部件的磁化方法,,用于發(fā)現(xiàn)與電流平行的縱向缺陷及與以磁化導(dǎo)線為圓心的徑向缺陷。
其優(yōu)點(diǎn)是:
①工件無電擊傷出現(xiàn),。
②可檢測空心工件各個面,。
③可一次磁化多個工件。
④一次通電,,工件全長都能得到周向磁化 。
⑤靈敏度高,。
⑥可用相對較小磁化電流檢測較大直徑及厚壁類的軸類件,。
其缺點(diǎn)是:
①檢測較大直徑及厚壁類的軸類件時需轉(zhuǎn)動工件,并有10%的檢測區(qū)域重疊,。
②僅適用于通孔類工件的檢驗(yàn),。
適用于適用于檢測機(jī)加工件、管子,、鑄鋼件和鍛鋼件及特種設(shè)備工件等空心工件的焊縫,。
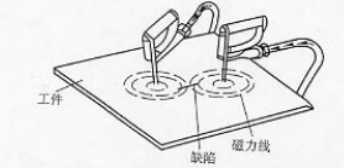
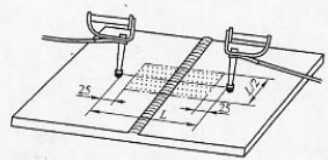
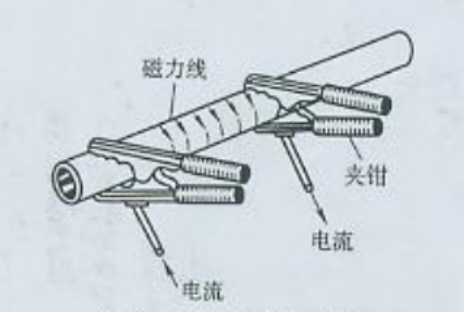
指磁化觸頭接觸被測工件平面進(jìn)行磁化的方法,用于發(fā)現(xiàn)與電流平行的缺陷,。
其優(yōu)點(diǎn)是:
①便攜,、方便。
②可進(jìn)行局部區(qū)域檢測,。
③靈敏度高,。
④可不固定觸頭間距。
其缺點(diǎn)是:
①單次檢測面積小,。
②易出現(xiàn)電擊傷,。
適用于檢測特種設(shè)備平板對接焊縫、T形焊縫,、管板焊縫,、角焊縫以及大型鑄件、鍛件和板材,。
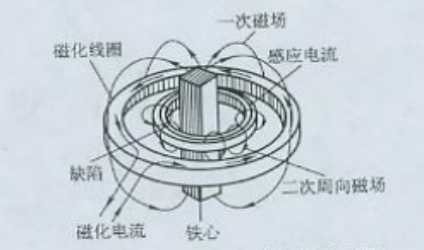
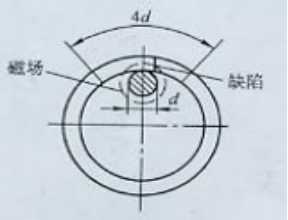
指磁化線圈外包被測環(huán)形件及在被測環(huán)形件中軸上漸速插入鐵條,,從而使被測環(huán)形件中所通過的感應(yīng)磁場產(chǎn)生變化的磁化方法,用于發(fā)現(xiàn)環(huán)形工件圓周方向的缺陷,。
其優(yōu)點(diǎn)是:
①工件無電擊傷出現(xiàn),。
②無機(jī)械接觸,無變形。
③可檢測環(huán)形類工件的各個面,。
其缺點(diǎn)是:
①僅適用于直徑與壁厚之比5的薄壁環(huán)形工件,、齒輪。
②不易操作、靈敏度低,。
③檢測效率低,。
適用于檢測直徑與壁厚之比>5的薄壁環(huán)形工件、齒輪和不允許產(chǎn)生電弧燒傷的工件,。

指利用磁化導(dǎo)線多圈纏繞被測環(huán)形件的磁化方法,,用于檢測環(huán)形件徑向方向的缺陷。
其優(yōu)點(diǎn)是:
①由于磁路是閉合的,,無退磁場產(chǎn)生,,容易磁化。
②工件無電擊傷出現(xiàn),。
③靈敏度高,、精度高。
其缺點(diǎn)是:
①效率低,,不適合批量檢驗(yàn),。
②不易操作。
適用于檢測尺寸大的環(huán)形件,。
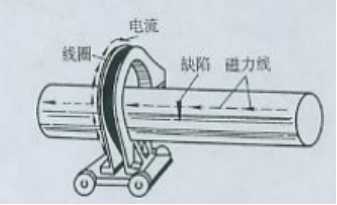
指利用線圈穿過或磁化導(dǎo)線多圈纏繞被測軸類件進(jìn)行磁化的方法,,用于檢測縱長軸類件垂直方向的缺陷。
其優(yōu)點(diǎn)是:
①檢測大型工件較方便,、容易,。
②工件無電擊傷出現(xiàn)。
③方法簡單,、精度高,。
④檢測軸向時靈敏度高。
其缺點(diǎn)是:
①由于磁路是不閉合,,易退磁場產(chǎn)生,,不易磁化。
②工件長度與直徑的比值對退磁場和靈敏度有很大的影響,,決定安匝數(shù)時需考慮,。
③檢測長工件,需分段磁化,,并需有10%的有效磁場重疊,。
④工件端面存在退磁場,檢測斷面時靈敏度低,,需配合快速斷電來減小誤差,。
適用于檢測特種設(shè)備對接焊縫、角焊縫,、管板焊縫以及縱長工件如曲軸,、軸,、管子、捧材,、鑄件和鍛件,。
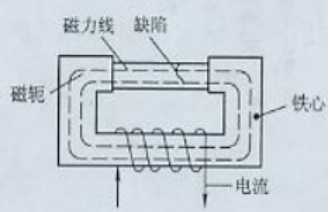
指利用繞線式U型或C型電磁軛夾住或接觸工件表面進(jìn)行磁化的方法,用于檢測兩磁極連線垂直的缺陷,。
其優(yōu)點(diǎn)是:
①簡單,、便攜、方便,。
②工件無電擊傷出現(xiàn),。
③方法簡單、精度高,、靈敏度高,。
④可進(jìn)行任何方向的缺陷檢測。
⑤可檢測一定絕緣度范圍內(nèi)的工件,。
其缺點(diǎn)是:
①為了保證磁化效果,磁極截面需大于工件截面,。
②為了保證磁化效果,,電磁軛與工件之間的空氣隙需足夠小。
③為了保證磁化效果,,電磁軛極間距需小于1m,。
④形狀復(fù)雜且較長的工件,不宜采用整體磁化,,只能使用分段式的磁軛法,。
⑤單次檢測范圍小,不適用大面積檢測場合,。
適用于特種設(shè)備平板對接焊縫,、T形焊縫、管板焊縫,、角焊縫以及大型鑄件,、鍛件和板材的局部檢測。
(九)永久磁軛法:
指利用永久磁鐵對工件局部進(jìn)行磁化的方法,,用于特殊場合(存在易燃易爆物的場合)檢測磁鐵磁場垂直方向的缺陷,。
其優(yōu)點(diǎn)是:
①適用于無電、防燃,、防爆的特殊場合,。
②工件無電擊傷出現(xiàn)。
③可進(jìn)行任何方向的缺陷檢測,。
其缺點(diǎn)是:
①檢測效率低,,效果差,。
②檢驗(yàn)大面積工件時,不能提供足夠的磁場強(qiáng)度以得到清晰的磁痕顯示,。
③可操作性差,,磁鐵的磁場強(qiáng)度不可調(diào)節(jié)。
適用于特殊場合,,一般需經(jīng)過特別批準(zhǔn),。
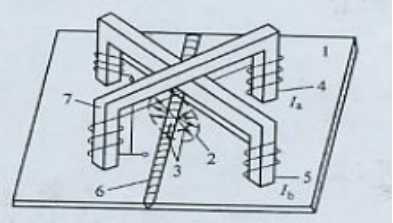
指兩個繞線式U型電磁軛垂直交叉后同時接觸工件表面,從而形成旋轉(zhuǎn)磁場進(jìn)行磁化的方法,,用于檢測工件表面多方向的缺陷,。
其優(yōu)點(diǎn)是:
①單次磁化可檢測多方向的缺陷。
②工件無電擊傷出現(xiàn),。
③檢測效率高,、操作簡單。
其缺點(diǎn)是:
①不可采用步進(jìn)式移動法,。
②只能連續(xù)性移動交叉磁軛,。
③移動速度需低于4m/min。
④該法不適用剩磁法觀察缺陷,。
適用于檢測鍋爐壓力容器的平板對接焊縫 ,。
(十一)直流電磁軛與交流通電法復(fù)合磁化:
指用直流電磁軛進(jìn)行縱向磁化,同時用交流通電法進(jìn)行周向磁化工件表面的方法,,從而形成變化磁場進(jìn)行磁化的方法,,用于檢測工件表面多方向的缺陷。
其優(yōu)點(diǎn)是:
①單次磁化可檢測多方向的缺陷,。
②檢測效率高,。
其缺點(diǎn)是:
①不易操作。
②易出現(xiàn)電擊傷,。
③該法不適用剩磁法觀察缺陷,。
適用于特種設(shè)備平板對接焊縫、T形焊縫,、管板焊縫,、角焊縫以及大型鑄件、鍛件和板材的局部檢測,。
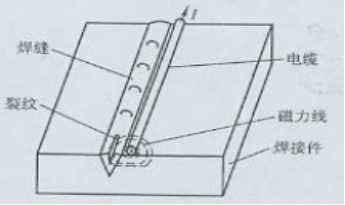
指將通電電纜平行放置在與焊縫等附近的磁化方法,,用于檢測焊接處的缺陷。
其優(yōu)點(diǎn)是:
①操作簡單,。
②工件無電擊傷出現(xiàn),。
其缺點(diǎn)是:
①檢測靈敏度低。
②檢測效果差,。
適用于檢測特種設(shè)備平板對接焊縫,、T形焊縫,。